


ការពិពណ៌នា

ម៉ាស៊ីនកាត់មុខ សម្រាប់ការបញ្ចូលអាលុយមីញ៉ូម
ទិដ្ឋភាពទូទៅនៃផលិតផល:
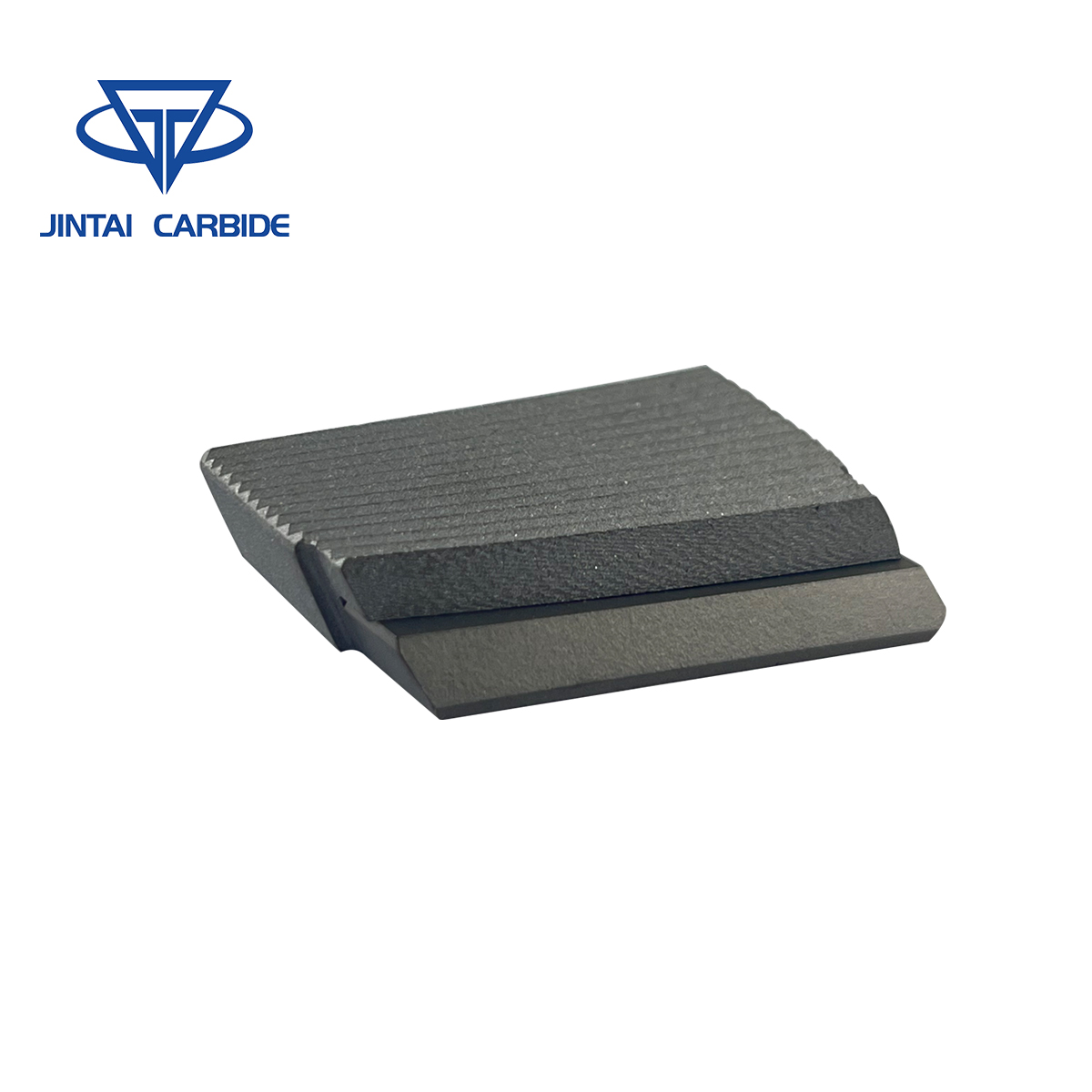
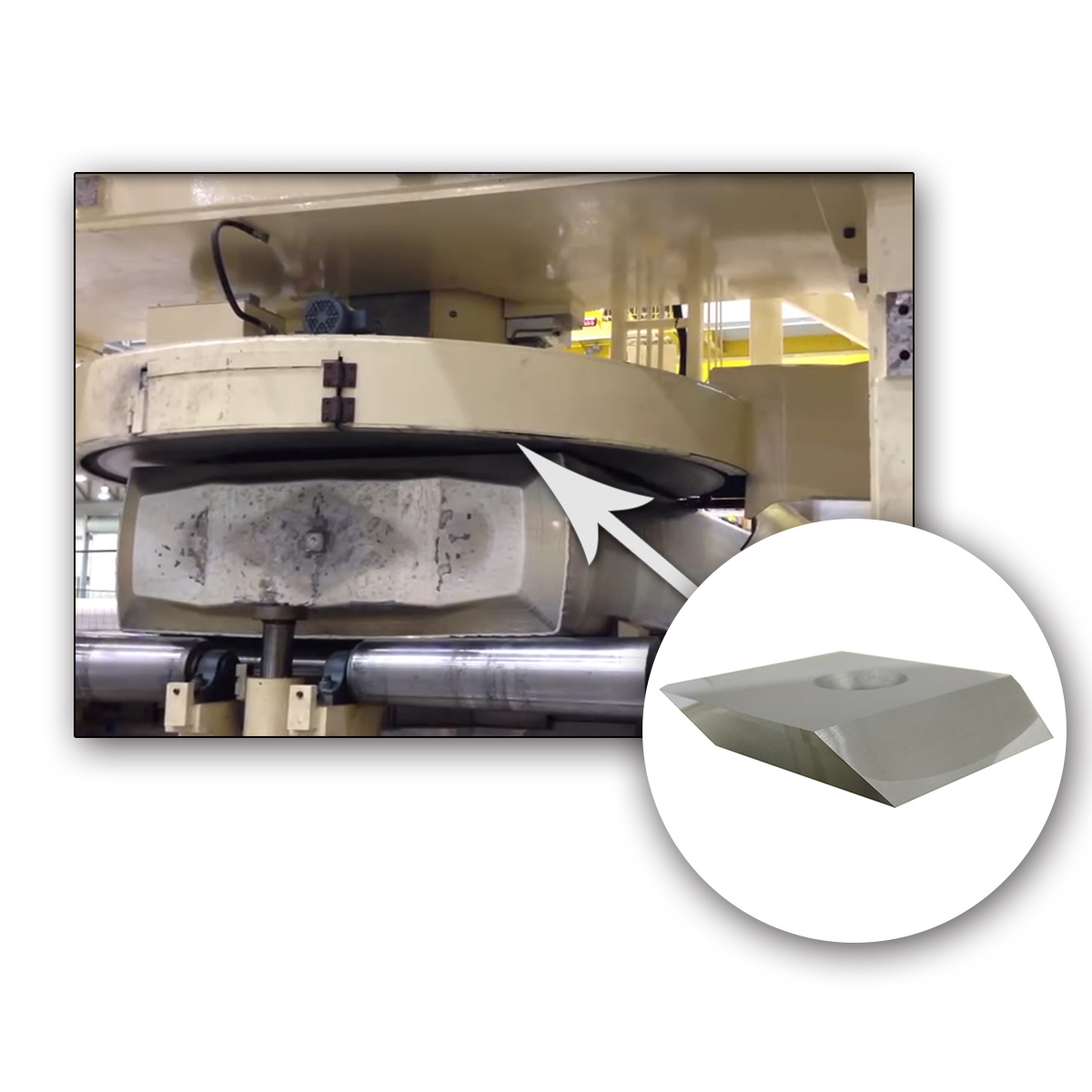
ឧបករណ៍កាត់មុខ ingot អាលុយមីញ៉ូមត្រូវបានរចនាឡើងសម្រាប់ការកិនផ្ទៃមុនពេលរមៀលក្តៅ
ដំណើរការនៃអាលុយមីញ៉ូ ingots.The សម្ភារៈអាលុយមីញ៉ូមប្រឈមមុខនឹងការកាត់ម៉ាស៊ីនកាត់ស៊េរីរួមបញ្ចូលទាំងរដុប
ឧបករណ៍កាត់ម៉ាស៊ីនកិន ម៉ាស៊ីនកាត់ភាពជាក់លាក់ និងឧបករណ៍កាត់កិនដែលស្រោប។
ត្រូវបានប្រើសម្រាប់ការកិនជាដុំនៃចន្លោះរដុប។ ម៉ាស៊ីនកិនភាពជាក់លាក់ត្រូវបានប្រើដើម្បីធ្វើឱ្យប្រសើរឡើង។
ភាពរលោងលើផ្ទៃនៃសារធាតុអាលុយមីញ៉ូម។ ឧបករណ៍កាត់កិនដែលស្រោបដោយស្រទាប់នេះ បង្កើនភាពធន់នឹងការពាក់ និងអាយុកាលរបស់ផ្លិត។
លក្ខណៈពិសេសផលិតផល៖
1. គែមកិនគឺមុតស្រួចដែលបណ្តាលឱ្យមានផ្ទៃរលោងនៅលើ ingot អាលុយមីញ៉ូមកិនជាមួយនឹងល្អ
ដំណើរការស្ថេរភាព។
2, blade មានដង់ស៊ីតេខ្ពស់និងស្ថេរភាព, ផ្តល់នូវភាពធន់ទ្រាំនឹងផលប៉ះពាល់និងភាពធន់ទ្រាំពាក់ល្អឥតខ្ចោះ។3. ផ្ទៃ blade មានភាពរលោងល្អ ធានាដំណើរការកិនមិនស្អិត និងមិនឆេះ។
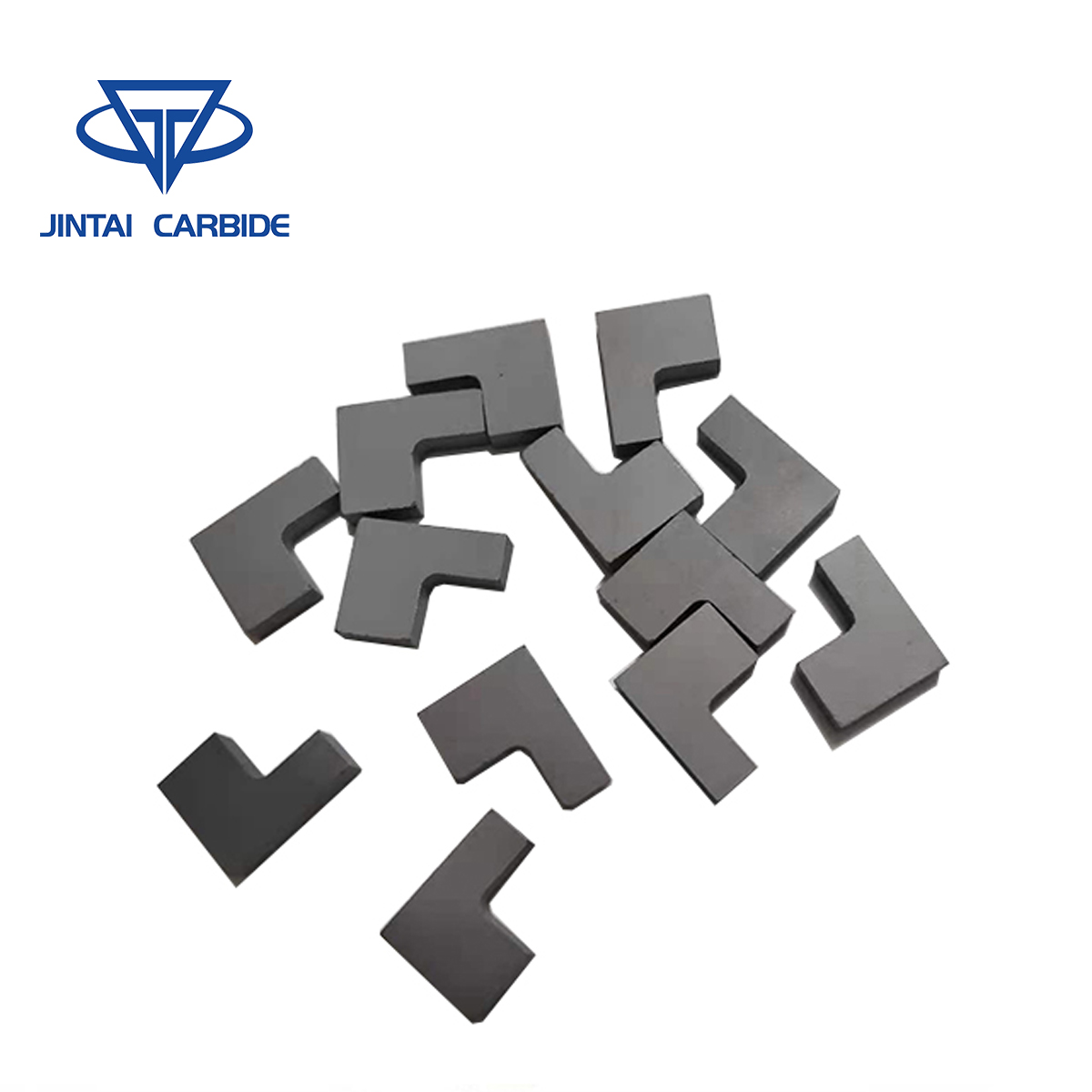
ម៉ាស៊ីនកាត់ច្រូត៖

| លេខកូដបញ្ជាទិញ | វិមាត្រ (មម | ||||
| L | R | d | S | s1 | |
| JT6206-L | ៣៧.៤ | 3 | 7 | 8 | 2 |

| លេខកូដបញ្ជាទិញ | វិមាត្រ (មម) | ||||||
| L | R | S | S1 | S2 | d | d1 | |
| JT6206-M | 30 | 3 | 8 | ២.៤ | 0.65 | ៨.២ | ៧.២ |
បញ្ចប់ម៉ាស៊ីនកាត់៖

| លេខកូដបញ្ជាទិញ | វិមាត្រ (មម) | ||||||
| L | L1 | R | R1 | S | S1 | d | |
| JT6027 | ៣៧.៤ | ៣៧.០៨ | 3 | ៧៣០ | 8 | 2 | ៧.៤ |
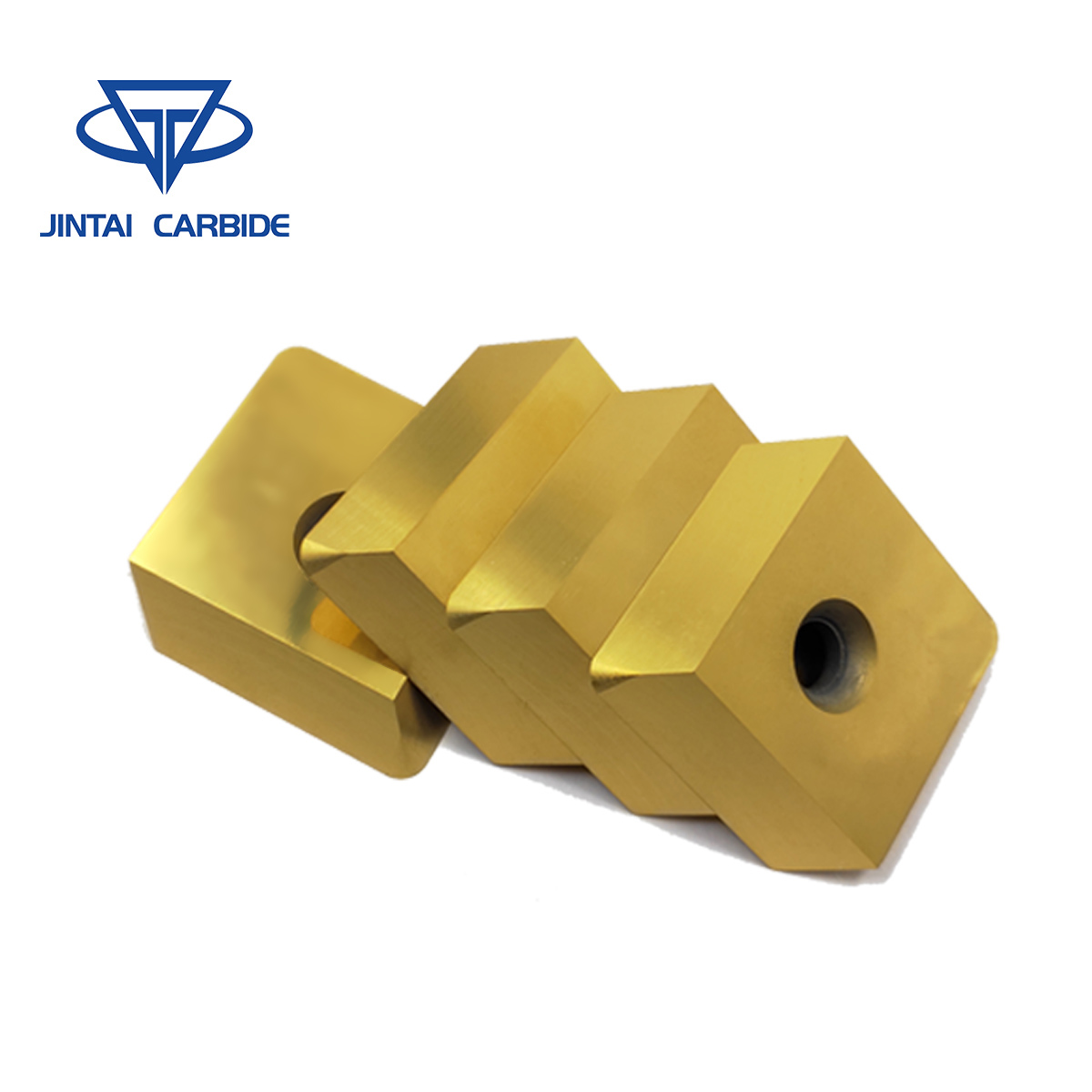
ម៉ាស៊ីនកាត់ដែកស្រោប៖

បញ្ជីថ្នាក់
| ថ្នាក់ | កូដអាយអេសអូ | លក្ខណៈសម្បត្តិមេកានិចរូបវិទ្យា (≥) | ការដាក់ពាក្យ | ||
| ដង់ស៊ីតេ g/cm3 | ភាពរឹង (HRA) | TRS N/mm2 | |||
| YG3X | K០៥ | 15.0-15.4 | ≥91.5 | ≥1180 | ស័ក្តិសមសម្រាប់ម៉ាស៊ីនកាត់ដែក និងលោហធាតុដែលមិនមានជាតិដែកច្បាស់លាស់។ |
| YG3 | K០៥ | 15.0-15.4 | ≥90.5 | ≥1180 | |
| YG6X | K10 | ១៤.៨-១៥.១ | ≥៩១ | ≥1420 | ស័ក្តិសមសម្រាប់ម៉ាស៊ីនកាត់ភាពជាក់លាក់ និងពាក់កណ្តាលបញ្ចប់នៃដែកវណ្ណះ និងលោហធាតុដែលមិនមានជាតិដែក ក៏ដូចជាសម្រាប់ការកែច្នៃដែកម៉ង់ហ្គាណែស និងដែកថែបដែលឆេះរួច។ |
| YG6A | K10 | ១៤.៧-១៥.១ | ≥91.5 | ≥ 1370 | |
| YG6 | K20 | ១៤.៧-១៥.១ | ≥89.5 | ≥ 1520 | ស័ក្តិសមសម្រាប់ម៉ាស៊ីនពាក់កណ្តាលបញ្ចប់ និងរដុបនៃដែកវណ្ណះ និងយ៉ាន់ស្ព័រ ហើយក៏អាចប្រើសម្រាប់ម៉ាស៊ីនកិនដែក និងដែកលោហធាតុទាបផងដែរ។ |
| YG8N | K20 | ១៤.៥-១៤.៩ | ≥89.5 | ≥1500 | |
| YG8 | K20 | ១៤.៦-១៤.៩ | ≥89 | ≥1670 | |
| YG8C | K30 | ១៤.៥-១៤.៩ | ≥88 | ≥1710 | ស័ក្តិសមសម្រាប់ការដាក់ដុំខួងថ្មដែលមានឥទ្ធិពល rotary និងដុំខួងថ្មដែលមានឥទ្ធិពល rotary ។ |
| YG11C | K40 | ១៤.០-១៤.៤ | ≥86.5 | ≥ 2060 | ស័ក្តិសមសម្រាប់ការដាក់ធ្មេញដែលមានរាងជាកំណាត់ ឬរាងសាជី សម្រាប់ម៉ាស៊ីនខួងថ្មដែលធន់ធ្ងន់ ដើម្បីទប់ទល់នឹងទម្រង់ថ្មរឹង។ |
| YG15 | K30 | ១៣.៩-១៤.២ | ≥86.5 | ≥ 2020 | ស័ក្តិសមសម្រាប់ការធ្វើតេស្ត tensile នៃរបារដែក និងបំពង់ដែកក្រោមសមាមាត្របង្ហាប់ខ្ពស់។ |
| YG20 | K30 | ១៣.៤-១៣.៨ | ≥85 | ≥ 2450 | ស័ក្តិសមសម្រាប់ការបោះត្រា។ |
| YG20C | K40 | ១៣.៤-១៣.៨ | ≥82 | ≥ 2260 | ស័ក្តិសមសម្រាប់ការបោះត្រាត្រជាក់ និងការចុចត្រជាក់ស្លាប់សម្រាប់ឧស្សាហកម្មដូចជា គ្រឿងបន្លាស់ស្តង់ដារ សត្វខ្លាឃ្មុំ ឧបករណ៍ជាដើម។ |
| YW1 | ម១០ | 12.7-13.5 | ≥91.5 | ≥1180 | ស័ក្តិសមសម្រាប់ម៉ាស៊ីនកាត់ដែកអ៊ីណុក និងពាក់កណ្តាលបញ្ចប់នៃដែកអ៊ីណុកដ៏ជាក់លាក់។ |
| YW2 | ម២០ | ១២.៥-១៣.២ | ≥90.5 | ≥ 1350 | ស័ក្តិសមសម្រាប់ការបញ្ចប់ពាក់កណ្តាលដែកអ៊ីណុក និងដែកលោហធាតុទាប។ |
| យស ៨ | ម០៥ | ១៣.៩-១៤.២ | ≥92.5 | ≥ 1620 | ស័ក្តិសមសម្រាប់ម៉ាស៊ីនដែលមានភាពជាក់លាក់នៃយ៉ាន់ស្ព័រដែលមានសីតុណ្ហភាពខ្ពស់ នីកែលដែលមានមូលដ្ឋានលើដែក និងដែកដែលមានកម្លាំងខ្ពស់។ |
| YT5 | P30 | ១២.៥-១៣.២ | ≥89.5 | ≥1430 | ស័ក្តិសមសម្រាប់ការកាត់ដែកធ្ងន់ និងដែកវណ្ណះ។ |
| YT15 | P10 | ១១.១-១១.៦ | ≥៩១ | ≥1180 | ស័ក្តិសមសម្រាប់ម៉ាស៊ីនកាត់ដែក និងដែកកាត់ពាក់កណ្តាល។ |
| YT14 | P20 | ១១.២-១១.៨ | ≥90.5 | ≥1270 | ស័ក្តិសមសម្រាប់ម៉ាស៊ីនកាត់ដែក និងពាក់កណ្តាលបញ្ចប់ដោយភាពជាក់លាក់ ជាមួយនឹងអត្រាចំណីមធ្យម។YS25 ត្រូវបានរចនាឡើងជាពិសេសសម្រាប់ប្រតិបត្តិការកិនលើដែក និងដែកវណ្ណះ។ |
| YC45 | P40/P50 | 12.5-12.9 | ≥90 | ≥2000 | ស័ក្តិសមសម្រាប់ឧបករណ៍កាត់ដែលមានកម្លាំងខ្លាំង ផ្តល់លទ្ធផលល្អក្នុងការបង្វិលតួរដុប និងការប្រើដែកផ្សេងៗ។ |
| YK20 | K20 | ១៤.៣-១៤.៦ | ≥86 | ≥ 2250 | ស័ក្តិសមសម្រាប់ការដាក់ដុំខួងថ្មដែលមានផលប៉ះពាល់ rotary និងការខួងក្នុងទម្រង់ថ្មរឹង និងរឹង។ |
ដំណើរការបញ្ជាទិញ

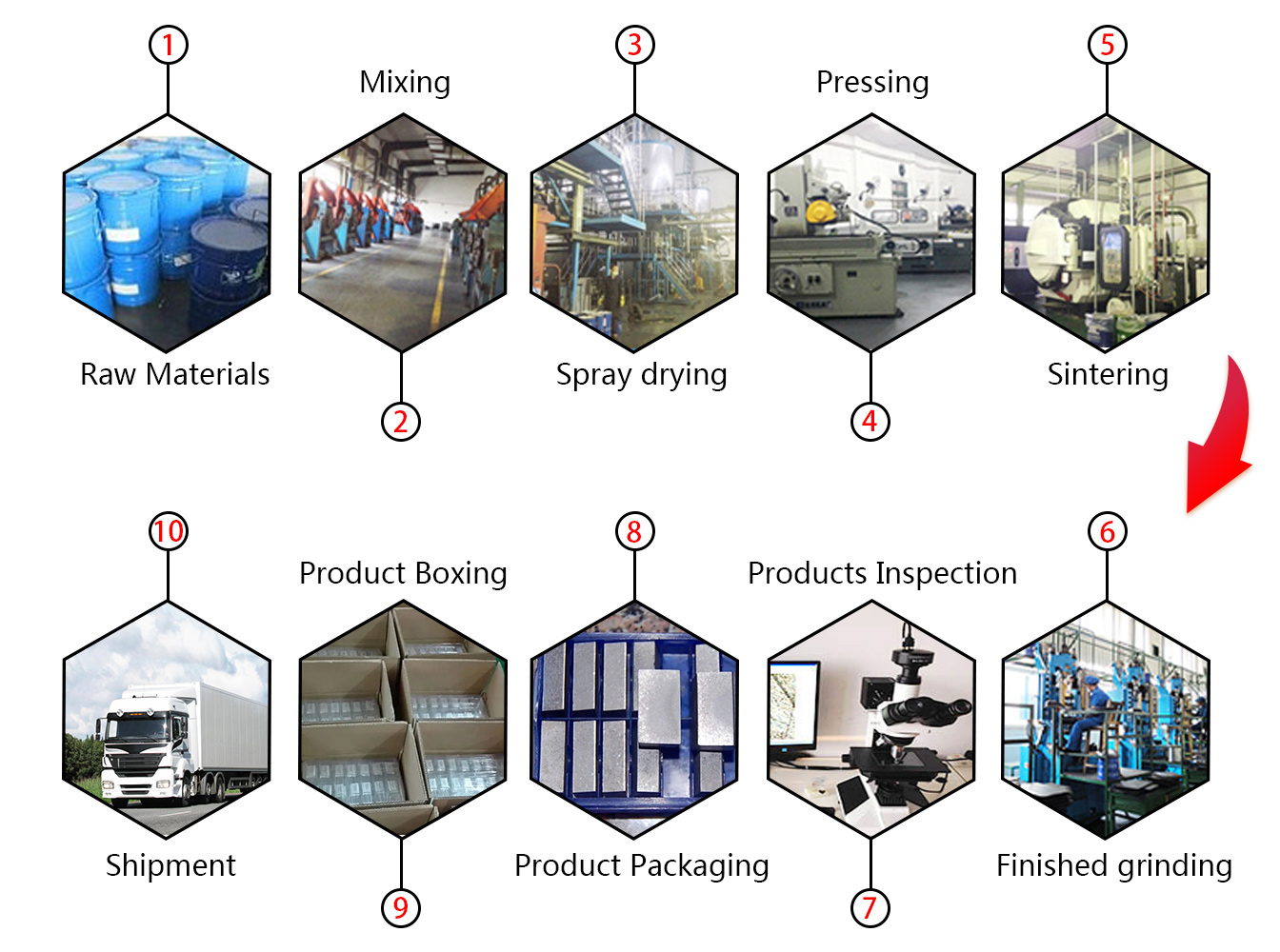
ដំណើរការផលិត
ការវេចខ្ចប់